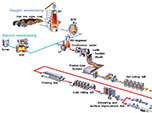
De obicei, în timpul laminării la cald, înflorirea este o form ă semifinită aproape pătrată de metal între lingou și billet.Secțiunea transversală a plăcii Bloom este, de obicei, mai mare decât 225 centimetri pătrați și aproximativ opt până la 12-metri lungime.În moara de rulare, acesta este împărţit în produse finite, cum ar fi bare, grinzi şi grămezi de foi.În fabricile anterioare, lingourile au fost fabricate din lingouri de turnare (denumite "nodular iron"), dar în fabricile moderne sunt realizate prin turnare continuă.
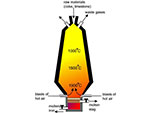
lingourile, uneori calde, ajung la moara de tramvaie și la fabrica de factură și sunt a șezate vertical într-o groapă îmbibată sub podea de o macara special ă.Înflorirea oțelului este o cameră de gazare dreptunghiulară de aproximativ cinci metri adâncime, în care patru până la opt lingouri sunt încălzite simultan la aproximativ 1,250 rot 176; C (2,300 jante 176F).Adăpostul este foarte computerizat și poate fi utilizat pentru programarea, rata de ardere, timpul de încălzire (de durată 8-18 ore) și programe de rulare.
După încălzire, transportorul poartă lingoul cald la o moară de întoarcere de două ori mai mare, care trece, din nou și din nou, răsucind masa de rulare peste fiecare dată când lingoul trece.Deoarece fiecare trecere reduce înflorirea cu doar aproximativ 50mm, 21 treceri pot fi necesare, inclusiv mai multe margini trece, și floare stă în poziție verticală pe marginea sa pentru a obține un billet de floare de 150mm*150mm.
 Industrial Co., Ltd.")
 English
English 中文
中文 français
français Español
Español русский
русский português
português العربية
العربية tiếng việt
tiếng việt Türkçe
Türkçe ไทย
ไทย فارسی
فارسی română
română